-
 咨询服务CONSULTING SERVICE
咨询服务CONSULTING SERVICE -
 精细加工FINE MACHINING
精细加工FINE MACHINING -
 厂家直销DIRECT DEAL
厂家直销DIRECT DEAL -
 大量现货LARGE STOCK
大量现货LARGE STOCK -
 来图订制CUSTOM DRAWING
来图订制CUSTOM DRAWING
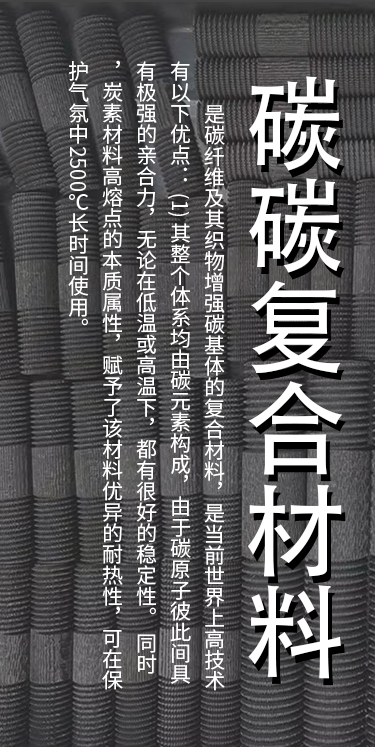
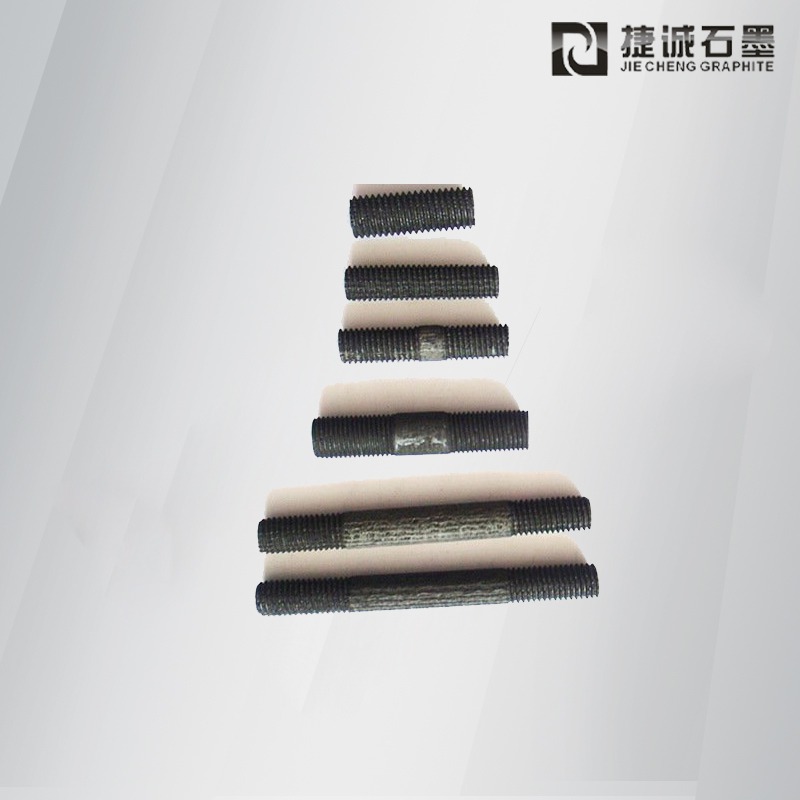
简述了解C/C复合材料和C/C复合材料的焊接
钎焊是目前C/C复合材料间最主要的焊接方式。易振华等人通过试验证明含Ti质量分数为12%~16%的Ti-Cu合金钎料对C/C复合材料的润湿性最好;焊后Ti向C/C复合材料侧聚集并形成TiC,降低了界面张力,提高了钎料的润湿性。
陈波等人研究了Pd-Ni基钎料对C/C复合材料的润湿性以及钎焊时的层间反应。采用四种Pd-Ni基钎料,分别为Pd-40Ni,PdNi-(4~11)Cr,PdNi-(12~25)Cr和 Ni-33Cr-24Pd-4Si,钎料均呈粉末状。对Ni-33Cr-24Pd-4Si钎料和C/C复合材料反应接头进行金相观察和能谱分析发现Cr和C/C复合材料反应形成Cr-C反应层,同时形成的还有Pd2Si,Pd3Si化合物,其余钎焊区域中富含Ni,缺少Pd。试验发现Pd-40Ni,PdNi-(4~11)Cr,PdNi-(12~25)Cr,Ni-33Cr-24Pd-4Si对C/C复合材料的润湿角分别为69°,75°,3°,2°,研究认为Cr含量的提高有助于Pd-Ni基钎料对C/C复合材料的润湿。
C/C复合材料钎焊构件通常在高温环境中使用,因此需要钎缝成分具有较高的熔点。M.Salvo等人使用Si箔作为钎料钎焊C/C复合材料,钎焊温度为1 400 ℃,保温时间90 min。钎焊过程中Si与C反应形成SiC,在靠近钎料处形成Si/SiC层,在靠近母材处形成C/SiC层,获得的接头剪切强度为22 MPa。
Ti,Si及其合金均能用于C/C复合材料的钎焊,但接头抗氧化性较差且由于钎料基体热膨胀系数的差异易在接头处形成裂纹。玻璃钎料热膨胀系数低,部分玻璃钎料热膨胀系数非常接近C/C复合材料,但是玻璃钎料与C/C复合材料钎焊时易产生CO,CO2气体,在焊缝处形成气孔。
C.lsola等人使用SABB玻璃材料作为钎料钎焊C/C复合材料。SABB玻璃材料的成分为70.4SiO2-2.1Al2O3-17.5B2O3-10.0Ba0(质量分数,%)。因为C/C复合材料对大部分玻璃材料均不润湿,因此C/C复合材料表面需要经过SiC改性,SABB玻璃对SiC的润湿角为20°左右。将混合酒精与Si粉制成的Si浆涂抹在C/C复合材料表面,在惰性气体保护的环境下加热到Si熔点以上温度,此时会在C/C复合材料表面形成β-SiC层,在该研究中表面改性加热温度为1 550 ℃,保温1 h,升温速度为30 ℃/min,表面β-SiC层厚度小于150 μm。采用两种钎焊温度曲线,分别为1 200 ℃保温60 min升至1 300 ℃保温5 min以及直接1 300 ℃保温1 h,获得的接头室温剪切强度均达到30 MPa。
根据目前的研究现状,C/C复合材料之间的钎焊可以采用以下主要方式。
(1)通过改变钎料中活性元素(Ti,Cr等)的含量提高钎料对C/C复合材料母材的润湿性。钎焊时,这些活性元素向钎料与母材连接界面聚集,产生化合物形成接头。采取这种钎焊方式会面临钎料与母材热膨胀系数差异较大引发裂纹的问题。
(2)使用Si或Mg2Si化合物钎料进行钎焊。该方式主要通过反应而非润湿形成接头,其优点在于钎缝成分性能与母材接近,缺点在于反应过程中易在钎缝附近形成气孔,影响钎缝强度。
(3)通过在C/C复合材料待焊面进行表面处理,如涂覆、烧结、沉积、打孔等,在表面形成一层焊接性更好的过渡层或者增加钎焊面积,可提高钎料对母材的润湿作用,同时能缓解因钎料母材热膨胀系数的差异产生裂纹。更多碳碳复合材料信息可查看http://www.tqtf008.top
 星新云彩网络营销
星新云彩网络营销
