-
 咨询服务CONSULTING SERVICE
咨询服务CONSULTING SERVICE -
 精细加工FINE MACHINING
精细加工FINE MACHINING -
 厂家直销DIRECT DEAL
厂家直销DIRECT DEAL -
 大量现货LARGE STOCK
大量现货LARGE STOCK -
 来图订制CUSTOM DRAWING
来图订制CUSTOM DRAWING
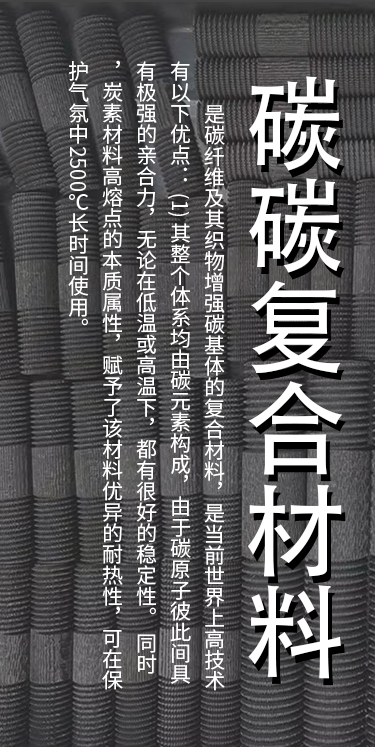
C/C复合材料与TiAl合金的焊接
TiAl合金因其低密度、高比强度、高温抗蠕变性能好,在飞行器涡轮发动机组件等部位的应用取得了优异的效果。使用包含50%(质量分数,%)的C/C复合材料的C/C-TiAl连接材料能节省27%的质量,从而提高发动机的推重比。C/C复合材料与TiAl合金的连接可提高高温构件的工作温度,扩展应用范围。
曹健等人利用自蔓延连接的方法对C/C复合材料和TiAl合金(Ti-46Al-2Cr-2Nb,原子分数,%)进行连接,采用Ag-Cu-Ti钎料(Ag-26.4Cu-4.5Ti,质量分数,%)与Ti-Al-C夹层。在连接过程中,将近8 s时工件中心峰值温度达到1 943 ℃,靠近Ti-Al-C夹层附近温度在近20 s时也达到1 644 ℃,远高于Ag-Cu-Ti钎料的熔点。改变Ti-Al-C夹层的厚度发现试样的抗剪切强度随夹层厚度增加先提高后降低,在夹层厚度为500 μm时达到最大,此时工件的剪切强度为17.6 MPa,通过金相观察结果发现靠近C/C复合材料侧有大量TiC化合物,靠近TiAl合金侧则含有大量Ti-Al-Cu,中间夹层附近则以TiAl3和TiC居多。
王厚勤等人使用Ag-Cu-Ti钎料钎焊C/C复合材料与TiAl合金。使用的TiAl合金为Ti-46Al-2Cr-2Nb,钎料为Ag-26.7Cu-4.6Ti(质量分数,%),箔状,厚度为50 μm。试验前用针在C/C复合材料表面刺出一些直径为0.8 mm、深度为1~3 mm的小孔。试验证明,Ag和Ti之间的互斥对接头的微观组织有明显的影响,钎焊温度1 193 K,保温10 min时,得到的接头典型结构为TiAl/Ti3Al+AlCuTi/AlCu2Ti/Ag(s.s)/TiC/CC。当连接温度低于1 213 K时,接头处出现了银基固溶体的等温线凝固,此时在界面处出现层结构,等温线凝固有助于降低Ti在C/C复合材料表面的聚集;层结构在连接温度达到1 213 K时被破坏,这会降低接头的强度。C/C表面被刺破的小孔导致的渗透层可显著强化接头,提高接头的抗冲击能力。
目前国内展开了一些C/C复合材料与TiAl合金的焊接研究。自蔓延连接能用于C/C复合材料与TiAl合金的焊接,焊接时为保证接头的抗剪切强度需要合理控制中间层的厚度。C/C复合材料与TiAl合金钎焊时可通过对C/C复合材料进行表面打孔处理提高钎焊接头的强度。更多碳碳复合材料信息可查看http://www.tqtf008.top
 湖南省信息服务业发展联盟
湖南省信息服务业发展联盟
